 简体中文
简体中文


ধাতু মুদ্রাঙ্কন একটি ঠান্ডা-গঠন প্রক্রিয়া যা ফ্ল্যাট শীট ধাতুকে নির্দিষ্ট আকারে রূপান্তর করতে ডাই এবং প্রেস ব্যবহার করে . এই উত্পাদন কৌশল যান্ত্রিক বা হাইড্রোলিক প্রেসের মাধ্যমে উচ্চ-টনের শক্তি প্রয়োগ করে তাপ যোগ না করে ধাতু কাটতে, বাঁকতে, ছিদ্র করতে বা গঠন করে, এটি মোটরগাড়ি, ইলেকট্রনিক্স, মহাকাশ, এবং যন্ত্রপাতি শিল্প জুড়ে ধাতব অংশগুলিকে ভর-উৎপাদনের জন্য সবচেয়ে কার্যকর পদ্ধতিগুলির মধ্যে একটি করে তোলে।
প্রক্রিয়াটি একটি পাঞ্চ এবং ডাই সেটের মধ্যে ধাতব ফাঁকা বা কয়েল খাওয়ানোর মাধ্যমে কাজ করে, যেখানে প্রেসটি উপাদানটিকে পছন্দসই কনফিগারেশনে বিকৃত করার জন্য হাজার হাজার পাউন্ড চাপ প্রয়োগ করে। আধুনিক স্ট্যাম্পিং অপারেশনগুলি অংশ জটিলতার উপর নির্ভর করে ±0.001 ইঞ্চি এবং উৎপাদন হার প্রতি ঘন্টায় 1,000 যন্ত্রাংশের বেশি সহনশীলতা অর্জন করতে পারে।
মেটাল স্ট্যাম্পিং সরঞ্জামের মূল উপাদান
স্ট্যাম্পিং প্রক্রিয়া বোঝার জন্য এর প্রয়োজনীয় যন্ত্রপাতি এবং টুলিং উপাদানগুলির সাথে পরিচিতি প্রয়োজন যা নির্ভুলতার সাথে ধাতুকে আকার দিতে একসাথে কাজ করে।
প্রেস মেশিন
প্রেস মেশিন ধাতব বিকৃতির জন্য প্রয়োজনীয় শক্তি সরবরাহ করে। যান্ত্রিক প্রেসগুলি ফ্লাইহুইল শক্তি ব্যবহার করে এবং 20 থেকে 6,000 টন শক্তির পরিসীমা , যখন হাইড্রোলিক প্রেসগুলি গভীর অঙ্কন ক্রিয়াকলাপের জন্য আরও নিয়ন্ত্রিত চাপ বিতরণের আদর্শ প্রস্তাব করে। উচ্চ-গতির প্রগতিশীল প্রেসগুলি সাধারণ অংশগুলির জন্য প্রতি মিনিটে 1,500 স্ট্রোক পর্যন্ত সাইকেল চালাতে পারে।
ডাইস এবং টুলিং
ডাইস দুটি প্রধান অংশ নিয়ে গঠিত: পাঞ্চ (উপরের টুল) এবং ডাই (নিম্ন টুল)। এই উপাদানগুলির মধ্যে ক্লিয়ারেন্স সাধারণত উপাদান বেধের 5% থেকে 20% পর্যন্ত হয়। টুলিং খরচ থেকে পরিসীমা হতে পারে সাধারণ খালি করার জন্য $2,000 জটিল প্রগতিশীল মৃত্যুর জন্য $500,000 এর উপরে সঙ্গে 20 স্টেশন, কিন্তু এই বিনিয়োগ লক্ষ লক্ষ অংশ জুড়ে পরিমাপ করা হয়.
উপাদান খাওয়ানো সিস্টেম
কুণ্ডলী খাওয়ানো সিস্টেমগুলি স্বয়ংক্রিয়ভাবে সুনির্দিষ্ট বিরতিতে প্রেসের মাধ্যমে শীট ধাতুকে অগ্রসর করে। সার্ভো ফিডার ±0.025mm-এর মধ্যে অবস্থান নির্ভুলতা প্রদান করে, মাল্টি-স্টেশন প্রগতিশীল ডাইস-এ সারিবদ্ধতা বজায় রাখার জন্য গুরুত্বপূর্ণ।
প্রাথমিক মেটাল স্ট্যাম্পিং অপারেশন
মেটাল স্ট্যাম্পিং বেশ কয়েকটি স্বতন্ত্র ক্রিয়াকলাপকে অন্তর্ভুক্ত করে, প্রতিটি নির্দিষ্ট গঠনের প্রয়োজনীয়তার জন্য ডিজাইন করা হয়েছে। নির্মাতারা প্রায়ই একক প্রেস চক্রে একাধিক অপারেশন একত্রিত করে।
| অপারেশন টাইপ | বর্ণনা | সাধারণ অ্যাপ্লিকেশন | উপাদান বর্জ্য |
|---|---|---|---|
| ব্ল্যাঙ্কিং | শীট ধাতু থেকে অংশ রূপরেখা কাটা | ওয়াশার, গ্যাসকেট, বন্ধনী | 10-40% |
| ছিদ্র | ধাতু ছিদ্র খোঁচা | বৈদ্যুতিক ঘের, প্যানেল | 5-15% |
| নমন | সরলরেখা বরাবর কোণ গঠন করে | বন্ধনী, চ্যাসিস উপাদান | 0-5% |
| অঙ্কন | গভীরতা গঠনের জন্য ধাতুকে গহ্বরে টেনে নেয় | ক্যান, সিঙ্ক, স্বয়ংচালিত প্যানেল | 5-20% |
| কয়েনিং | বিশদ তৈরি করতে ধাতু সংকুচিত করে | কয়েন, গয়না, নির্ভুল অংশ | 0-3% |
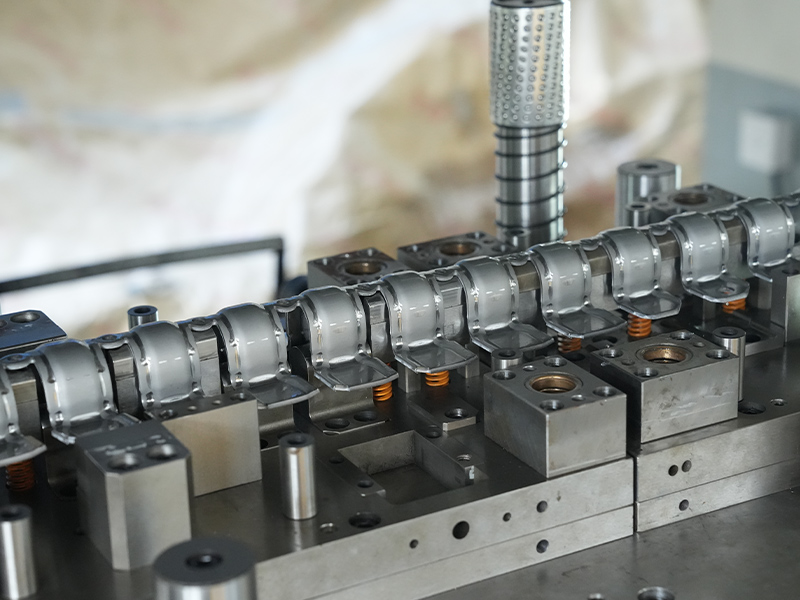
প্রগতিশীল ডাই স্ট্যাম্পিং
এই উন্নত পদ্ধতিটি একক ডাইতে একাধিক স্টেশনের মাধ্যমে মেটাল স্ট্রিপ ফিড করে, প্রতিটি স্টেশন বিভিন্ন অপারেশন করে। একটি সাধারণ স্বয়ংচালিত সংযোগকারী 15-25টি স্টেশনের মধ্য দিয়ে যেতে পারে , খালি করা, ছিদ্র করা, গঠন করা, এবং এক অবিচ্ছিন্ন ক্রমানুসারে নমন করা। এই পদ্ধতিটি ছোট উপাদানগুলির জন্য প্রতি মিনিটে 200-1,500 অংশের উৎপাদন হার অর্জন করে।
ডাই স্ট্যাম্পিং স্থানান্তর করুন
বৃহত্তর অংশগুলির জন্য, স্থানান্তর ব্যবস্থা যান্ত্রিকভাবে পৃথক প্রেস স্টেশনগুলির মধ্যে ফাঁকা স্থানান্তর করে। এই পদ্ধতিটি 2 মিটার ব্যাস পর্যন্ত অংশগুলি পরিচালনা করে এবং এটি স্বয়ংচালিত বডি প্যানেল উত্পাদনে সাধারণ যেখানে একটি একক দরজা প্যানেলের জন্য 4-6টি পৃথক গঠন অপারেশনের প্রয়োজন হতে পারে।
স্ট্যাম্পিং জন্য উপযুক্ত উপকরণ
উপাদান নির্বাচন সরাসরি সরঞ্জাম জীবন, অংশ গুণমান, এবং উত্পাদন খরচ প্রভাবিত করে। স্ট্যাম্পিং প্রক্রিয়ায় বিভিন্ন ধাতুকে মিটমাট করা হয়, প্রতিটিতে নির্দিষ্ট গঠনযোগ্যতা বৈশিষ্ট্য রয়েছে।
- কম কার্বন ইস্পাত: সর্বাধিক সাধারণ স্ট্যাম্পিং উপাদান, 0.5-3.0 মিমি পুরুত্বে চমৎকার গঠনযোগ্যতা এবং ঝালাইযোগ্যতা প্রদান করে, প্রতি কিলোগ্রামে প্রায় $0.80-$1.20 খরচ হয়
- স্টেইনলেস স্টীল: গ্রেড 304 এবং 316 জারা প্রতিরোধের প্রদান করে কিন্তু উচ্চ প্রসার্য শক্তির কারণে কার্বন ইস্পাতের তুলনায় 25-40% বেশি টনেজ প্রয়োজন
- অ্যালুমিনিয়াম খাদ: 3003 এবং 5052 অ্যালয়গুলি হালকা ওজনের অ্যাপ্লিকেশনের জন্য জনপ্রিয়, কাঠামোগত অখণ্ডতা বজায় রেখে ইস্পাতের তুলনায় অংশের ওজন 60% হ্রাস করে
- তামা এবং পিতল: পরিবাহিতার কারণে বৈদ্যুতিক উপাদানগুলির জন্য চমৎকার, সাধারণত বিশেষ তৈলাক্তকরণের সাথে 0.3-2.0 মিমি পুরুত্বে স্ট্যাম্প করা হয়
- উচ্চ শক্তি ইস্পাত: 1,000 MPa-এর বেশি প্রসার্য শক্তি সহ উন্নত উচ্চ-শক্তি ইস্পাত (AHSS) হালকা স্বয়ংচালিত কাঠামোকে সক্ষম করে কিন্তু 30-50% দ্বারা ডাই পরিধানকে ত্বরান্বিত করে
পাতলা ইলেকট্রনিক উপাদানগুলির জন্য উপাদানের বেধ সাধারণত 0.1 মিমি থেকে ভারী-শুল্ক কাঠামোগত অংশগুলির জন্য 6 মিমি পর্যন্ত হয়৷ পুরু পদার্থের জন্য দ্রুতগতিতে বেশি প্রেস টনেজ প্রয়োজন- দ্বিগুণ পুরুত্বের জন্য উপাদান বৈশিষ্ট্যের উপর নির্ভর করে 4-8 গুণ বেশি শক্তির প্রয়োজন হতে পারে।
ধাপে ধাপে স্ট্যাম্পিং প্রক্রিয়া কর্মপ্রবাহ
একটি সাধারণ ধাতু স্ট্যাম্পিং প্রকল্প প্রতিটি পর্যায়ে গুণমানের চেকপয়েন্ট সহ ডিজাইন থেকে শেষ অংশ পর্যন্ত একটি কাঠামোগত ক্রম অনুসরণ করে।
- ডিজাইন এবং ইঞ্জিনিয়ারিং: সিএডি মডেলগুলি স্ট্যাম্পবিলিটির জন্য বিশ্লেষণ করা হয়, যার মধ্যে অঙ্কন অনুপাত, বেন্ড রেডিআই এবং উপাদান প্রবাহ। DFM (ডিজাইন ফর ম্যানুফ্যাকচারিং) রিভিউ বিনিয়োগ টুলিং করার আগে সম্ভাব্য সমস্যা চিহ্নিত করে
- টুল ডিজাইন এবং ফ্যাব্রিকেশন: জটিলতার উপর নির্ভর করে ডাই ডিজাইনে 2-8 সপ্তাহ সময় লাগে, তারপরে সরঞ্জাম স্টিলের উপাদানগুলির নির্ভুল মেশিনিং এবং তাপ চিকিত্সার জন্য 4-16 সপ্তাহ লাগে
- উপাদান প্রস্তুতি: কয়েলগুলি প্রয়োজনীয় প্রস্থে (±0.5 মিমি সহনশীলতা) চেরা হয় এবং খাওয়ানোর সময় স্ক্র্যাচিং রোধ করার জন্য প্রান্তগুলি ডিবার করা হয়
- ডাই সেটআপ এবং ট্রাইআউট: প্রাথমিক রানগুলি অংশের মাত্রা, পৃষ্ঠের গুণমান এবং প্রক্রিয়া পরামিতি যাচাই করে। অ্যাডজাস্টমেন্ট টনেজ, ফিডের দৈর্ঘ্য এবং সময়কে অপ্টিমাইজ করে
- উত্পাদন স্ট্যাম্পিং: অটোমেটেড প্রোডাকশন ক্রিটিক্যালিটির উপর নির্ভর করে প্রতি 50-500 সাইকেলে ইন-লাইন সেন্সর মনিটর পার্ট ডাইমেনশনের সাথে চলে
- সেকেন্ডারি অপারেশন: Deburring, ওয়াশিং, এবং তাপ চিকিত্সা সমাবেশের জন্য অংশ প্রস্তুত. কিছু উপাদান প্রয়োজন অতিরিক্ত অপারেশন যেমন লঘুপাত, ঢালাই, বা আবরণ
- গুণমান পরিদর্শন: সিএমএম (কোঅর্ডিনেট মেজারিং মেশিন) যাচাইকরণ, ভিজ্যুয়াল পরিদর্শন এবং কার্যকরী পরীক্ষা নিশ্চিত করে যে অংশগুলি সাধারণত 1.67-এর উপরে Cpk মানগুলির সাথে স্পেসিফিকেশন পূরণ করে
মেটাল স্ট্যাম্পিং এর সুবিধা এবং সীমাবদ্ধতা
মেটাল স্ট্যাম্পিং উচ্চ-ভলিউম উত্পাদনের জন্য স্বতন্ত্র সুবিধা প্রদান করে তবে নির্দিষ্ট সীমাবদ্ধতাও উপস্থাপন করে যা প্রক্রিয়া নির্বাচনকে প্রভাবিত করে।
মূল সুবিধা
- উচ্চ উত্পাদন গতি: সাধারণ অংশগুলি 1 সেকেন্ডের মধ্যে চক্রের সময় অর্জন করে, একটি একক প্রেস লাইন থেকে বার্ষিক ভলিউম 50 মিলিয়ন টুকরা অতিক্রম করতে সক্ষম করে
- কম প্রতি অংশ খরচ: একবার টুলিং 100,000 ইউনিটের বেশি পরিমার্জিত হয়ে গেলে, আকার এবং জটিলতার উপর নির্ভর করে অংশের খরচ $0.05-$2.00 এ নেমে যেতে পারে
- চমৎকার পুনরাবৃত্তিযোগ্যতা: স্বয়ংক্রিয় স্ট্যাম্পিং লক্ষ লক্ষ অংশ জুড়ে ±0.05 মিমি এর মধ্যে মাত্রিক ধারাবাহিকতা বজায় রাখে
- উপাদান দক্ষতা: নেস্টিং অপ্টিমাইজেশান সফ্টওয়্যার 70-90% উপাদানের ব্যবহার অর্জনের জন্য অংশগুলিকে সাজায়, স্ক্র্যাপ আবার মিলগুলিতে পুনর্ব্যবহৃত হয়
- উন্নত যান্ত্রিক বৈশিষ্ট্য: স্ট্যাম্পিংয়ের সময় ঠাণ্ডা কাজ কঠোর করার মাধ্যমে উপাদান শক্তি 20-30% বৃদ্ধি করে
প্রাথমিক সীমাবদ্ধতা
- উচ্চ প্রাথমিক টুলিং বিনিয়োগ: জটিল প্রগতিশীল মৃত্যুর জন্য $100,000-$500,000 খরচ হতে পারে, অর্থনৈতিক কার্যকারিতার জন্য 50,000 ইউনিট উৎপাদনের পরিমাণ প্রয়োজন
- ডিজাইনের সীমাবদ্ধতা: ন্যূনতম মোড় ব্যাসার্ধ 1-2 বার উপাদান বেধ হতে হবে ক্র্যাকিং প্রতিরোধ; প্রাচীর বেধ সাধারণত অংশ জুড়ে স্থির থাকে
- সীমিত জ্যামিতিক জটিলতা: গভীর ড্র একক ক্রিয়াকলাপের জন্য 0.75:1 এর গভীরতা থেকে ব্যাস অনুপাতের মধ্যে সীমাবদ্ধ; জটিল 3D আকারের জন্য একাধিক প্রেস স্টেজের প্রয়োজন হতে পারে
- উপাদান স্প্রিংব্যাক: গঠনের পরে স্থিতিস্থাপক পুনরুদ্ধারের জন্য উপাদান বৈশিষ্ট্যের উপর নির্ভর করে 2-15 ডিগ্রি অতিরিক্ত বাঁকানো প্রয়োজন, ডাই ডিজাইনে জটিলতা যোগ করে
শিল্প অ্যাপ্লিকেশন এবং বাস্তব-বিশ্বের উদাহরণ
মেটাল স্ট্যাম্পিং-এর বহুমুখিতা প্রতিটি শিল্পের প্রয়োজনীয়তার জন্য অপ্টিমাইজ করা সুনির্দিষ্ট প্রক্রিয়া সহ বিভিন্ন উত্পাদন খাতে এটিকে অপরিহার্য করে তোলে।
স্বয়ংচালিত উত্পাদন
500 টিরও বেশি স্ট্যাম্পযুক্ত উপাদান একটি সাধারণ যান নিয়ে গঠিত , স্ট্রাকচারাল বডি প্যানেল থেকে ছোট বন্ধনী পর্যন্ত। একটি একক স্বয়ংচালিত দরজার বাইরের প্যানেলের জন্য 400-800 টন প্রেস এবং 4-6টি গঠনের ধাপ প্রয়োজন। 2024 সালে $95 বিলিয়ন মূল্যের বার্ষিক স্বয়ংচালিত স্ট্যাম্পিং বাজার সহ বিশ্বব্যাপী সমস্ত স্ট্যাম্পযুক্ত ধাতব অংশের প্রায় 60% শিল্পটি ব্যবহার করে।
ইলেকট্রনিক্স এবং যন্ত্রপাতি
যথার্থ স্ট্যাম্পিং সংযোগকারী টার্মিনাল, হিট সিঙ্ক এবং ±0.025 মিমি সহনশীলতার সাথে রক্ষাকারী উপাদান তৈরি করে। একটি স্মার্টফোনে সিম ট্রে, ক্যামেরা বেজেল এবং অভ্যন্তরীণ শিল্ডিং সহ 30-50টি স্ট্যাম্পযুক্ত ধাতব অংশ থাকতে পারে। উচ্চ-গতির প্রগতিশীল ডাইস ছোট ইলেকট্রনিক উপাদানগুলির জন্য প্রতি মিনিটে 600-1,200 স্ট্রোকে চলে।
মহাকাশ শিল্প
বিমানের কাঠামোগত উপাদানগুলি অ্যালুমিনিয়াম এবং টাইটানিয়াম অ্যালয় থেকে বন্ধনী, ক্লিপ এবং প্যানেল শক্তিশালীকরণের জন্য স্ট্যাম্পিং ব্যবহার করে। এরোস্পেস স্ট্যাম্পিং এর সাথে কঠোর ডকুমেন্টেশন দাবি করে উপাদান সার্টিফিকেশন এবং প্রক্রিয়া পরামিতি সহ প্রতিটি অংশের জন্য প্রয়োজনীয় সম্পূর্ণ ট্রেসেবিলিটি . প্রথম নিবন্ধ পরিদর্শন 100 মাত্রিক চেক জড়িত হতে পারে.
মেডিকেল ডিভাইস
অস্ত্রোপচারের যন্ত্রপাতি, ইমপ্লান্ট উপাদান, এবং ডিভাইস হাউজিং স্টেইনলেস স্টীল এবং টাইটানিয়াম থেকে স্ট্যাম্প করা হয়. মেডিকেল স্ট্যাম্পিং আইএসও 13485 প্রত্যয়িত সুবিধাগুলিতে বৈধ প্রক্রিয়া এবং 100% পরিদর্শন সহ গুরুত্বপূর্ণ মাত্রার জন্য কাজ করে। পার্টস প্রতি মিলিয়ন (PPM) ত্রুটির হার সাধারণত 100-এর নিচে থাকে।
খরচ ফ্যাক্টর এবং অর্থনৈতিক বিবেচনা
স্ট্যাম্পিং ইকোনমিক্স বোঝা নির্মাতাদের নির্ধারণ করতে সাহায্য করে কখন এই প্রক্রিয়াটি লেজার কাটিং, মেশিনিং বা ঢালাইয়ের মতো বিকল্পগুলির তুলনায় সেরা মূল্য দেয়।
টুলিং ইনভেস্টমেন্ট ব্রেকডাউন
জটিলতা এবং উৎপাদন প্রয়োজনীয়তার উপর ভিত্তি করে টুল খরচ নাটকীয়ভাবে পরিবর্তিত হয়:
- সরল ব্ল্যাঙ্কিং ডাই (একক গহ্বর): $2,000-$8,000
- যৌগিক ডাই (একাধিক অপারেশন, একক স্টেশন): $15,000- $50,000
- প্রগতিশীল ডাই (8-12 স্টেশন): $80,000- $200,000
- জটিল প্রগতিশীল ডাই (20 স্টেশন): $250,000- $500,000
ব্রেক-ইভেন অ্যানালাইসিস
একটি মাঝারি জটিল অংশের জন্য, স্ট্যাম্পিং সাধারণত উপরের উৎপাদন ভলিউমে সাশ্রয়ী হয়ে ওঠে 10,000-50,000 ইউনিট . একটি $100,000 টুল তার জীবদ্দশায় 5 মিলিয়ন যন্ত্রাংশ তৈরি করে প্রতি অংশে মাত্র $0.02 যোগ করে, যখন উপাদান এবং প্রেসের সময় অংশ প্রতি $0.50-$2.00 অবদান রাখতে পারে। লেজার কাটিংয়ের মতো প্রতিযোগিতামূলক প্রক্রিয়াগুলি কম সেটআপ খরচ অফার করে কিন্তু অনুরূপ উপাদানগুলির জন্য $3-$8-এর প্রতি অংশে বেশি খরচ করে।
টুল জীবন এবং রক্ষণাবেক্ষণ
সঠিকভাবে রক্ষণাবেক্ষণ করা স্ট্যাম্পিং সাধারণত 500,000 থেকে 5 মিলিয়ন যন্ত্রাংশ তৈরি করে যা শার্পনিং বা সংস্কারের প্রয়োজন হয়। স্টেইনলেস স্টিলের মত ঘষিয়া তুলিয়া ফেলিতে সক্ষম পদার্থের জন্য মারা যায় প্রতি 100,000-300,000 আঘাতে তীক্ষ্ণ করার প্রয়োজন হতে পারে। প্রতিরোধমূলক রক্ষণাবেক্ষণ খরচ বার্ষিক মূল টুল খরচের প্রায় 5-10% চালায়।
মান নিয়ন্ত্রণ এবং পরিদর্শন পদ্ধতি
উচ্চ-ভলিউম স্ট্যাম্পিং অপারেশনগুলিতে সামঞ্জস্যপূর্ণ গুণমান বজায় রাখার জন্য ব্যাপক পর্যবেক্ষণ সিস্টেম এবং পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন।
ইন-প্রসেস মনিটরিং
আধুনিক স্ট্যাম্পিং লাইনগুলি সেন্সরগুলিকে অন্তর্ভুক্ত করে যা সনাক্ত করে:
- টনেজ পর্যবেক্ষণ: ±5% এর বেশি চাপের বিচ্যুতি স্বয়ংক্রিয় শাটডাউনকে ট্রিগার করে, ত্রুটিপূর্ণ অংশ এবং ডাই ড্যামেজ প্রতিরোধ করে
- অংশ সনাক্তকরণ: ভিশন সিস্টেম আংশিক উপস্থিতি এবং ওরিয়েন্টেশন যাচাই করে, ডাবল-ব্ল্যাঙ্ক এবং মিস-ফিড দূর করে
- মাত্রিক পরিমাপ: লেজার মাইক্রোমিটার প্রতি 50-500 চক্রে ±0.01 মিমি নির্ভুলতার সাথে গুরুত্বপূর্ণ বৈশিষ্ট্যগুলি পরীক্ষা করে
পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ
SPC কৌশল সময়ের সাথে সাথে প্রক্রিয়ার ক্ষমতা ট্র্যাক করে। 1.67 বা উচ্চতর লক্ষ্য Cpk মানগুলি গুরুত্বপূর্ণ বৈশিষ্ট্যগুলির জন্য 1 PPM-এর নীচে ত্রুটির হার নিশ্চিত করে৷ কন্ট্রোল চার্ট অংশগুলি স্পেসিফিকেশন সীমা অতিক্রম করার আগে প্রবণতা সনাক্ত করে, সক্রিয় ডাই সমন্বয় সক্ষম করে।
চূড়ান্ত পরিদর্শন পদ্ধতি
সমালোচনামূলকতার উপর নির্ভর করে, অংশগুলি অ-গুরুত্বপূর্ণ বৈশিষ্ট্যগুলির জন্য AQL 1.0 (640 PPM গ্রহণযোগ্য) থেকে নিরাপত্তা-গুরুত্বপূর্ণ উপাদানগুলির জন্য 100% স্বয়ংক্রিয় পরিদর্শন পর্যন্ত নমুনা পরিকল্পনার মধ্য দিয়ে যায়। সিএমএম যাচাইকরণ প্রথম নিবন্ধ এবং পর্যায়ক্রমিক বৈধতার জন্য 30-100 পরিমাপ পয়েন্ট সহ মাত্রিক প্রতিবেদন সরবরাহ করে।
মেটাল স্ট্যাম্পিং প্রযুক্তিতে ভবিষ্যৎ প্রবণতা
উদীয়মান প্রযুক্তিগুলি ঐতিহ্যগত স্ট্যাম্পিং অপারেশনগুলিকে রূপান্তরিত করছে, দক্ষতা, নির্ভুলতা এবং নমনীয়তা উন্নত করছে।
সার্ভো প্রেস প্রযুক্তি
সার্ভো-চালিত প্রেসগুলি প্রথাগত ফ্লাইহুইল মেকানিক্সকে প্রোগ্রামেবল মোশন প্রোফাইলের সাথে প্রতিস্থাপন করে। এটি সক্ষম করে স্ট্রোকের সময় স্লাইড গতির সমন্বয়, গঠনের সময় 20-40% হ্রাস করে উপাদান প্রবাহ নিয়ন্ত্রণ উন্নত করার সময়. সার্ভো প্রেসগুলি যান্ত্রিক সমতুল্যগুলির তুলনায় 30-50% কম শক্তি খরচ করে।
হট স্ট্যাম্পিং এবং উষ্ণ গঠন
স্ট্যাম্পিংয়ের আগে উপকরণগুলিকে 500-950°C তাপমাত্রায় গরম করা ন্যূনতম স্প্রিংব্যাকের সাথে অতি-উচ্চ-শক্তির স্টিল (1,500 MPa) গঠনের অনুমতি দেয়। এই প্রক্রিয়াটি স্বয়ংচালিত কাঠামোগত উপাদান তৈরি করে যা ক্র্যাশ কর্মক্ষমতা বজায় রাখার সময় 30% হালকা। হট স্ট্যাম্পিংয়ের জন্য গঠনের সময় অংশগুলি নিভানোর জন্য সমন্বিত কুলিং চ্যানেলগুলির সাথে বিশেষায়িত ডাইস প্রয়োজন।
ডিজিটাল টুইন এবং সিমুলেশন
অ্যাডভান্সড FEA (Finite Element Analysis) সফ্টওয়্যার ফিজিক্যাল টুলিং তৈরির আগে উপাদানের প্রবাহ অনুকরণ করে, বলি, অশ্রু এবং স্প্রিংব্যাকের পূর্বাভাস দেয়। ডিজিটাল টুইন টেকনোলজি ডাই ট্রাইআউটের পুনরাবৃত্তি 40-60% কমিয়ে দেয়, টাইম-টু-মার্কেটকে ত্বরান্বিত করে এবং প্রকল্প প্রতি $50,000-$200,000 ডেভেলপমেন্ট খরচ কমায়।
কৃত্রিম বুদ্ধিমত্তা ইন্টিগ্রেশন
এআই অ্যালগরিদমগুলি টুল পরিধানের পূর্বাভাস দিতে, প্রেস প্যারামিটারগুলি অপ্টিমাইজ করতে এবং গুণমানের বিচ্যুতি সনাক্ত করতে রিয়েল-টাইম সেন্সর ডেটা বিশ্লেষণ করে। ঐতিহাসিক উৎপাদন ডেটার উপর প্রশিক্ষিত মেশিন লার্নিং মডেলগুলি প্রাথমিক অসামঞ্জস্য সনাক্তকরণ এবং স্বয়ংক্রিয় প্রক্রিয়া সমন্বয়ের মাধ্যমে স্ক্র্যাপের হার 15-25% কমাতে পারে৷











