 简体中文
简体中文


ক মুদ্রাঙ্কিত লোহার গ্যাসকেট শীট লোহাকে একটি সুনির্দিষ্ট আকারে টিপে বা স্ট্যাম্পিং করে তৈরি করা একটি সিলিং উপাদান, যা দুটি মিলনের পৃষ্ঠের মধ্যে একটি নির্ভরযোগ্য, চাপ-প্রতিরোধী সীল তৈরি করার জন্য ডিজাইন করা হয়েছে। এই গ্যাসকেটগুলি স্বয়ংচালিত ইঞ্জিন, নিষ্কাশন ব্যবস্থা এবং শিল্প যন্ত্রপাতিগুলিতে ব্যাপকভাবে ব্যবহৃত হয় যেখানে উচ্চ তাপ এবং যান্ত্রিক চাপের মধ্যে স্থায়িত্ব অপরিহার্য। আপনার যদি একটি সিলিং সমাধানের প্রয়োজন হয় যা দীর্ঘ পরিষেবা জীবনের সাথে ব্যয়-কার্যকারিতার ভারসাম্য বজায় রাখে, স্ট্যাম্পযুক্ত আয়রন গ্যাসকেটগুলি প্রায়শই ব্যবহারিক প্রথম পছন্দ।
একটি স্ট্যাম্পড আয়রন গ্যাসকেট কি?
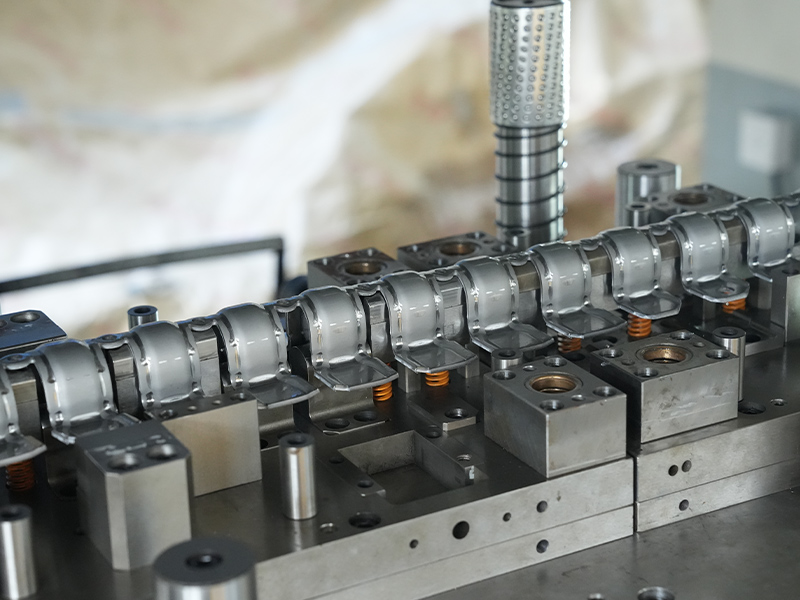
স্ট্যাম্পড আয়রন গ্যাসকেটগুলি একটি ধাতব স্ট্যাম্পিং প্রক্রিয়া ব্যবহার করে উত্পাদিত হয় যেখানে ফ্ল্যাট আয়রন বা কম-কার্বন ইস্পাত শীটকে একটি ডাই প্রেসের মাধ্যমে খাওয়ানো হয় যা একক বা বহু-পর্যায়ে অপারেশনে গ্যাসকেটকে কেটে দেয় এবং গঠন করে। ফলাফল টাইট সহনশীলতা সহ একটি অনমনীয়, মাত্রাগতভাবে সামঞ্জস্যপূর্ণ উপাদান।
রাবার বা কর্ক দিয়ে তৈরি নরম গ্যাসকেটের বিপরীতে, স্ট্যাম্প করা আয়রন গ্যাসকেট সীল অর্জনের জন্য ক্ল্যাম্পিং ফোর্সের অধীনে ধাতুর নিয়ন্ত্রিত বিকৃতির উপর নির্ভর করে। এগুলি প্রায়শই একটি নরম মুখের উপাদানের সাথে ব্যবহার করা হয় - যেমন গ্রাফাইট, ফাইবার বা সিলিকন - অপূর্ণ মিলন পৃষ্ঠের বিরুদ্ধে সামঞ্জস্যতা উন্নত করতে লোহার বাহকের উপর বন্ধন বা প্রলেপ দেওয়া হয়।
মূল উপাদান বৈশিষ্ট্য
- প্রসার্য শক্তি: সাধারণত 300-500 MPa কম কার্বন স্ট্যাম্পিং ইস্পাত জন্য
- অপারেটিং তাপমাত্রা পরিসীমা: পর্যন্ত 850°C (1,560°F) খালি লোহা আকারে
- বেধ: সাধারণত 0.5 মিমি থেকে 3.0 মিমি আবেদনের উপর নির্ভর করে
- অপারেটিং তাপমাত্রায় তেল, কুল্যান্ট এবং জ্বালানীর ভাল প্রতিরোধ
স্ট্যাম্পযুক্ত আয়রন গ্যাসকেটের সাধারণ প্রকার
সমস্ত স্ট্যাম্পযুক্ত লোহার গ্যাসকেট একই কাজ করে না। সিলিং পরিবেশ এবং যোগদান করা পৃষ্ঠতলের উপর ভিত্তি করে নকশাটি যথেষ্ট পরিবর্তিত হয়।
| টাইপ | নির্মাণ | সাধারণ আবেদন |
|---|---|---|
| প্লেইন স্ট্যাম্পড লোহা | একক স্তর খালি লোহা | নিষ্কাশন flanges, বহুগুণ সংযোগ |
| স্ট্যাম্পড লোহা সম্মুখীন | গ্রাফাইট বা ফাইবার সম্মুখীন সঙ্গে লোহা বাহক | সিলিন্ডার হেড, ভালভ কভার |
| এমবসড স্ট্যাম্পড লোহা | উত্থাপিত সিলিং পুঁতি সঙ্গে লোহা স্ট্যাম্প করা | তেল প্যান, জল পাম্প হাউজিং |
| ঢেউতোলা লোহার গ্যাসকেট | বসন্ত মত sealing জন্য তরঙ্গায়িত লোহা প্রোফাইল | উচ্চ কম্পন পাইপ flanges |
এমবসড গ্যাসকেটগুলি নিম্ন-ক্ল্যাম্পিং-লোড অ্যাসেম্বলিতে বিশেষভাবে কার্যকর, যেখানে উত্থিত পুঁতি অতিরিক্ত বোল্ট টর্কের প্রয়োজন ছাড়াই সিলিং চাপকে কেন্দ্রীভূত করে — লোহার গ্যাসকেটের সাথে মিলিত অ্যালুমিনিয়াম হাউজিংগুলিতে একটি সাধারণ ইঞ্জিনিয়ারিং ট্রেড-অফ।
কিভাবে স্ট্যাম্পড আয়রন গ্যাসকেট তৈরি করা হয়
উত্পাদন প্রক্রিয়া সরাসরি সিলিং গুণমান এবং সমাপ্ত গ্যাসকেটের মাত্রিক নির্ভুলতা প্রভাবিত করে। এটি বোঝা ইঞ্জিনিয়ারদের সঠিক সহনশীলতা এবং আবরণের প্রয়োজনীয়তা নির্দিষ্ট করতে সহায়তা করে।
- ফাঁকা করা: ক coil of low-carbon steel or gray iron sheet is fed into a press, and a punch cuts the overall gasket outline.
- ছিদ্র: বোল্টের ছিদ্র, বন্দর এবং অন্যান্য খোলাগুলি একই সাথে বা প্রগতিশীল ডাই সিকোয়েন্সে পাঞ্চ করা হয়।
- গঠন/এমবসিং: সিলিং জপমালা বা corrugations প্রয়োজন হলে, তারা এই পর্যায়ে পৃষ্ঠের মধ্যে স্ট্যাম্প করা হয়.
- পৃষ্ঠ চিকিত্সা: গ্যাসকেট ফসফেটেড, জিঙ্ক-কোটেড, বা তাপ ও চাপের মধ্যে বন্ধনযুক্ত রাবার বা গ্রাফাইট দিয়ে সরবরাহ করা হতে পারে।
- পরিদর্শন: সমতলতা, গর্তের অবস্থান এবং পুরুত্ব অঙ্কন সহনশীলতার বিরুদ্ধে পরিমাপ করা হয়, প্রায়শই এর মধ্যে ±0.05 মিমি .
প্রগতিশীল ডাই স্ট্যাম্পিং উচ্চ-ভলিউম উত্পাদনের অনুমতি দেয় — একটি একক প্রেস চক্র উত্পাদন করতে পারে প্রতি মিনিটে শত শত গ্যাসকেট মেশিন বা মাল্টি-লেয়ার স্টিল (এমএলএস) বিকল্পের তুলনায় ইউনিট রাখার খরচ কম।
স্ট্যাম্পড আয়রন গ্যাসকেট বনাম অন্যান্য গ্যাসকেট প্রকার
সঠিক গ্যাসকেটের ধরন বেছে নেওয়ার অর্থ হল স্ট্যাম্পড লোহাকে এর প্রধান প্রতিযোগীদের সাথে তুলনা করা যা আপনার আবেদনের ক্ষেত্রে সবচেয়ে গুরুত্বপূর্ণ।
| গ্যাসকেটের ধরন | সর্বোচ্চ টেম্প | সামঞ্জস্যপূর্ণ | খরচ | জন্য সেরা |
|---|---|---|---|---|
| মুদ্রাঙ্কিত লোহা | 850°C পর্যন্ত | পরিমিত | কম | নিষ্কাশন, বহুগুণ, তেল প্যান |
| মাল্টি-লেয়ার স্টিল (MLS) | 1,000 ডিগ্রি সেলসিয়াস পর্যন্ত | উচ্চ | উচ্চ | উচ্চ-performance cylinder heads |
| যৌগিক / নরম | 400°C পর্যন্ত | খুব উচ্চ | কম–Medium | কম-pressure, low-temp sealing |
| সর্পিল ক্ষত | 1,000 ডিগ্রি সেলসিয়াস পর্যন্ত | উচ্চ | খুব উচ্চ | শিল্প পাইপ flanges, চাপ জাহাজ |
বেশিরভাগ স্ট্যান্ডার্ড স্বয়ংচালিত নিষ্কাশন বা আনুষঙ্গিক অ্যাপ্লিকেশনের জন্য, স্ট্যাম্পড আয়রন গ্যাসকেট সেরা মান প্রদান করে . যখন সিলিন্ডারের চাপ মোটামুটি 100 বার অতিক্রম করে বা সারফেস ফিনিস প্রয়োজনীয়তা সাব-মাইক্রোন সমতলতা সহনশীলতা প্রয়োজন তখন এমএলএস গ্যাসকেটগুলি প্রয়োজনীয় হয়ে ওঠে।
স্বয়ংচালিত এবং শিল্প ব্যবহারে মূল অ্যাপ্লিকেশন
স্ট্যাম্পযুক্ত লোহার গ্যাসকেট ইঞ্জিন এবং যন্ত্রপাতি জুড়ে প্রদর্শিত হয় যেখানেই মাঝারি খরচে পুনরাবৃত্তিযোগ্য, তাপ-স্থিতিশীল সিল প্রয়োজন হয়।
কutomotive Applications
- এক্সস্ট ম্যানিফোল্ড গ্যাসকেট: সবচেয়ে সাধারণ ব্যবহার এক. গ্যাসকেটকে অবশ্যই ক্ল্যাম্পিং লোড না হারিয়ে পরিবেষ্টিত তাপমাত্রা এবং 600 ডিগ্রি সেলসিয়াসের মধ্যে দ্রুত তাপীয় সাইক্লিং সহ্য করতে হবে।
- ভালভ কভার gaskets: প্রায়শই ঘেরের চারপাশে তেল সিল করার জন্য একটি সিলিকন বা রাবার ঠোঁট সহ একটি মুখী স্ট্যাম্পযুক্ত লোহার নকশা।
- তেল প্যান gaskets: এমবসড স্ট্যাম্পড লোহা বড়, পাতলা ফ্ল্যাঞ্জ জুড়ে ধারাবাহিক সংকোচন প্রদান করে যা ওয়ারিং প্রবণ।
- জল পাম্প এবং থার্মোস্ট্যাট হাউজিং gaskets: মাঝারি চাপে কুল্যান্ট প্যাসেজ সিল করে (সাধারণত 2 বারের নিচে)।
শিল্প অ্যাপ্লিকেশন
- পাম্প এবং কম্প্রেসার হাউজিং: স্ট্যাম্পযুক্ত লোহার গ্যাসকেট বিভক্ত হাউজিং সিল করে যেখানে মেশিনযুক্ত পৃষ্ঠগুলিতে ছোটখাটো অসম্পূর্ণতা থাকতে পারে।
- বয়লার এবং হিট এক্সচেঞ্জার ফ্ল্যাঞ্জ: যেখানে সর্পিল ক্ষত সমাধানের খরচ ছাড়াই উন্নত তাপমাত্রা প্রতিরোধের প্রয়োজন।
- গিয়ারবক্স কভার: পাতলা এমবসড আয়রন গ্যাসকেটগুলি কম্পনের সাপেক্ষে কভার জয়েন্টগুলিতে তেল ধরে রাখে।
কিভাবে ডান স্ট্যাম্পড আয়রন গ্যাসকেট নির্বাচন করবেন
ভুলভাবে নির্বাচন করা ফাঁস, অকাল ব্যর্থতা বা অপ্রয়োজনীয় অতিরিক্ত স্পেসিফিকেশন এবং খরচের দিকে পরিচালিত করে। একটি ব্যবহারিক চেকলিস্ট হিসাবে এই মানদণ্ড ব্যবহার করুন.
মেটিং ফ্ল্যাঞ্জের সারফেস ফিনিশ
খালি স্ট্যাম্পযুক্ত লোহার গ্যাসকেটগুলির জন্য অপেক্ষাকৃত মসৃণ মিলন পৃষ্ঠের প্রয়োজন - সাধারণত রা 1.6 থেকে 3.2 µm . রুক্ষ পৃষ্ঠগুলির মাইক্রো-গ্যাপগুলি পূরণ করতে গ্রাফাইট বা ফাইবারযুক্ত একটি মুখযুক্ত গ্যাসকেট প্রয়োজন। যদি আপনার ফ্ল্যাঞ্জ সারফেস ফিনিস Ra 6.3 µm এর চেয়ে খারাপ হয়, তাহলে এর পরিবর্তে একটি কম্পোজিট বা MLS গ্যাসকেট বিবেচনা করুন।
অপারেটিং চাপ এবং তাপমাত্রা
স্ট্যাম্পড লোহা জন্য উপযুক্ত প্রায় 70 বার পর্যন্ত চাপ মুখোমুখি কনফিগারেশনে। এর বাইরে, গ্যাসকেটটি টেকসই লোডের অধীনে শিথিল হতে পারে (হাঁটানো), যার ফলে ক্ল্যাম্প বল কমে যায় এবং শেষ পর্যন্ত ফুটো হয়ে যায়। এই সীমার উপরে উচ্চ-চাপ প্রয়োগের জন্য, MLS বা সর্পিল ক্ষত নকশা পছন্দ করা হয়।
বোল্ট লোড এবং ফ্ল্যাঞ্জের কঠোরতা
পাতলা বা নমনীয় ফ্ল্যাঞ্জগুলি — কাস্ট অ্যালুমিনিয়াম হাউজিংগুলিতে সাধারণ — এমবসড স্ট্যাম্পযুক্ত লোহার গ্যাসকেটগুলি থেকে উপকৃত হয়৷ উত্থিত গুটিকাটি সিলিং স্ট্রেসকে স্থানীয়করণ করে, একটি কার্যকর সীল অর্জন করে এমনকি যখন সামগ্রিক বোল্ট টর্ক কম রাখা হয় ফ্ল্যাঞ্জের বিকৃতি রোধ করতে। একটি অঙ্গুষ্ঠের নিয়ম হিসাবে, এমবসড ডিজাইন ভাল কাজ করে যখন ফ্ল্যাঞ্জ-টু-গ্যাসকেটের দৃঢ়তা অনুপাত 10:1-এর বেশি হয় .
তরল সামঞ্জস্য
লোহা ইঞ্জিন তেল, কুল্যান্ট (সঠিক ইনহিবিটর সহ), নিষ্কাশন গ্যাস এবং বেশিরভাগ জ্বালানির সাথে সামঞ্জস্যপূর্ণ। যাইহোক, বেয়ার আয়রন কম-তাপমাত্রার নিষ্কাশন অ্যাপ্লিকেশনগুলিতে জল ঘনীভূত হওয়ার কারণে ক্ষয়ের জন্য সংবেদনশীল। এই ধরনের ক্ষেত্রে, একটি নির্দিষ্ট করুন জিঙ্ক-ফসফেট বা গ্যালভানাইজড আবরণ গ্যাসকেটের আয়ু বাড়ানোর জন্য।
ইনস্টলেশন সর্বোত্তম অভ্যাস
এমনকি একটি সুনির্দিষ্ট গ্যাসকেট অকালে ব্যর্থ হবে যদি ভুলভাবে ইনস্টল করা হয়। নির্ভরযোগ্য সিলিংয়ের জন্য এই পদক্ষেপগুলি অনুসরণ করুন:
- সঙ্গমের পৃষ্ঠগুলি পুঙ্খানুপুঙ্খভাবে পরিষ্কার করুন। পুরানো গ্যাসকেট উপাদান এবং সিলান্টের সমস্ত চিহ্ন সরান। এমনকি ছোট ধ্বংসাবশেষ অসম কম্প্রেশন এবং স্থানীয় লিক হতে পারে।
- ফ্ল্যাঞ্জ সমতলতা পরীক্ষা করুন। একটি স্ট্রেইটেজ এবং ফিলার গেজ ব্যবহার করুন। ওয়ারপেজ অতিক্রম করছে 0.1 মিমি প্রতি 100 মিমি ফ্ল্যাঞ্জের দৈর্ঘ্য সম্ভবত একটি স্ট্যাম্পযুক্ত লোহার গ্যাসকেট দিয়ে ফুটো হতে পারে।
- ক্রমানুসারে টর্ক বোল্ট। কlways follow the manufacturer's cross-pattern torque sequence and specified values. Over-torquing can crack the iron or permanently deform soft facings.
- প্রাথমিক তাপ চক্রের পরে পুনরায় টর্ক। প্রথম তাপচক্রের পরে নরম মুখগুলি স্থির হয়। প্রথম দৌড়ের পরে স্পেক করার জন্য রি-টর্কিং প্রাথমিকভাবে ফুটো হওয়ার ঝুঁকি কমায় - বিশেষ করে এক্সস্ট ম্যানিফোল্ড অ্যাপ্লিকেশনগুলিতে গুরুত্বপূর্ণ।
- সংকুচিত gaskets পুনরায় ব্যবহার করবেন না. একবার একটি স্ট্যাম্প করা লোহার গ্যাসকেট সম্পূর্ণরূপে সংকুচিত হয়ে গেলে এবং তাপীয়ভাবে সাইকেল করা হয়ে গেলে, এর সিলিং পুঁতি বা মুখোমুখি স্থায়ীভাবে সেট করা হয়। পুনঃব্যবহার প্রায় সবসময়ই ফাঁসের দিকে নিয়ে যায়।
একটি ব্যর্থ স্ট্যাম্পড আয়রন গ্যাসকেটের চিহ্ন
প্রাথমিক ব্যর্থতার লক্ষণগুলি সনাক্ত করা ফ্ল্যাঞ্জ, থ্রেড এবং সংলগ্ন উপাদানগুলির গৌণ ক্ষতি প্রতিরোধ করে।
- দৃশ্যমান নিষ্কাশন ঘা দ্বারা: ফ্ল্যাঞ্জ জয়েন্ট থেকে বিকিরণকারী কালো কাঁচের ট্র্যাকগুলি ইঙ্গিত করে যে দহন গ্যাস গ্যাসকেটের পাশ দিয়ে বেরিয়ে যাচ্ছে।
- তেল বা কুল্যান্ট সিপেজ: গ্যাসকেট ঘেরের চারপাশে ভেজা অবশিষ্টাংশ, কখনও কখনও তরল গরম ধাতু যোগাযোগ হিসাবে জ্বলন্ত গন্ধ দ্বারা অনুষঙ্গী।
- কudible ticking or popping noise: ক metallic ticking from the exhaust area, most prominent when the engine is cold, suggests a manifold gasket leak.
- লোহার ক্ষয় এবং ক্র্যাকিং: জং ছিদ্র বা পুঁতিতে ফাটল ধরার জন্য সরানো গ্যাসকেটগুলি পরিদর্শন করুন — উভয়ই পরিষেবা জীবনের শেষ নির্দেশ করে।
বেশিরভাগ ক্ষেত্রে, একটি ফাঁস স্ট্যাম্পড লোহার গ্যাসকেট একা পুনরায় টর্কিং করে নির্ভরযোগ্যভাবে পুনরায় সিল করা যাবে না . একটি নতুন গ্যাসকেট দিয়ে প্রতিস্থাপন, ফ্ল্যাঞ্জ পরিদর্শন এবং প্রয়োজনে পুনঃসারফেসিংয়ের সাথে মিলিত, সঠিক প্রতিকার।











