 简体中文
简体中文


পৃষ্ঠের ক্ষতির মূল কারণগুলি বোঝা
স্ক্র্যাচগুলিকে কার্যকরভাবে প্রতিরোধ করা শুরু হয় কোথায় এবং কীভাবে উত্পাদন কর্মপ্রবাহে ঘটে তা বোঝার মাধ্যমে। প্রাথমিক অপরাধী সবসময় সুস্পষ্ট হয় না। স্ট্যাম্পিং ডাই থেকে আংশিক ইজেকশনের সময় ঘর্ষণ ঘটতে পারে, হ্যান্ডলিং এবং অপারেশনগুলির মধ্যে স্থানান্তর করার সময়, টোট বিন বা পাত্রে, ডিবারিংয়ের মতো গৌণ প্রক্রিয়ার সময় এবং এমনকি চূড়ান্ত প্যাকেজিংয়ের সময়ও ঘটতে পারে। স্টেইনলেস স্টিলের অন্তর্নিহিত কঠোরতা, বিকৃতি প্রতিরোধ করার সময়, আশ্চর্যজনকভাবে গল এবং মারিংয়ের জন্য সংবেদনশীল হতে পারে যখন দুটি ধাতব পৃষ্ঠ চাপে একে অপরের বিরুদ্ধে স্লাইড করে, উপাদান স্থানান্তর করে এবং দৃশ্যমান স্ক্র্যাচ তৈরি করে। এই ঘর্ষণ বিন্দুগুলিকে স্বীকৃতি দেওয়া টার্গেটেড পাল্টা ব্যবস্থা বাস্তবায়নের দিকে প্রথম পদক্ষেপ।
সক্রিয় কৌশল: উৎসে প্রতিরোধ
ক্ষয়ক্ষতি কমানো অবশ্যই উৎপাদন প্রক্রিয়ার একেবারে শুরুতে শুরু হবে। লক্ষ্য হল এমন একটি পরিবেশ তৈরি করা যেখানে পৃষ্ঠের যোগাযোগ নিয়ন্ত্রিত, কুশন বা নির্মূল করা হয়।
সুরক্ষার জন্য টুলিং এবং ডাই ডিজাইন
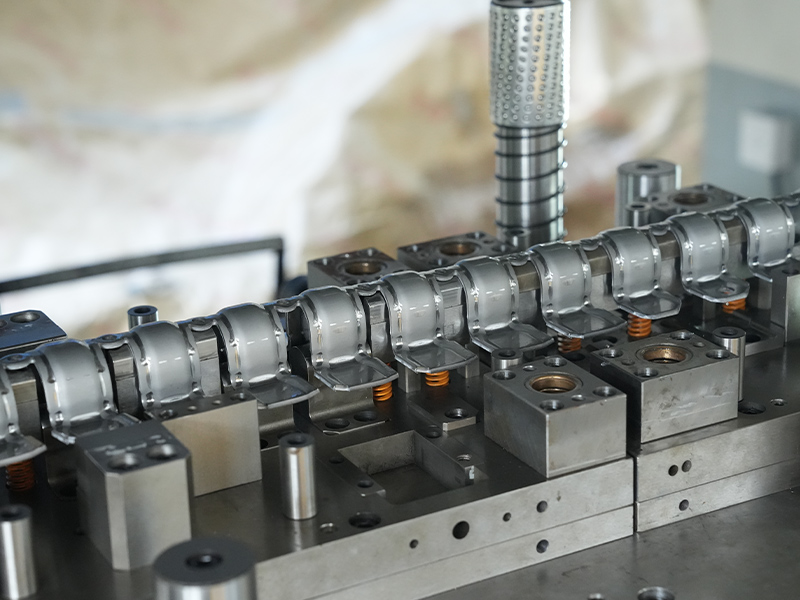
স্ট্যাম্পিং ডাই এর ডিজাইন এবং রক্ষণাবেক্ষণ নিজেই গুরুত্বপূর্ণ। মূল অনুশীলন অন্তর্ভুক্ত:
- একটি উচ্চ-মানের সারফেস ফিনিশের সাথে পালিশ করা ডাই সারফেস ব্যবহার করা (যেমন, #8 মিরর পলিশ) অংশের গুরুত্বপূর্ণ পৃষ্ঠের সাথে যোগাযোগ করে এমন জায়গায়।
- পরিধান প্রতিরোধের জন্য উপযুক্ত ডাই মেটেরিয়াল যেমন শক্ত করা টুল স্টিল বা কার্বাইড সন্নিবেশ নির্দিষ্ট করা যা কিছু অংশে স্ক্র্যাচ করে burrs এবং অপূর্ণতা তৈরি করতে পারে।
- নাইট্রোজেন স্প্রিংস বা কুশনযুক্ত পিন ব্যবহার করে নিয়ন্ত্রিত ইজেকশন সিস্টেমগুলি প্রয়োগ করা যাতে অংশগুলি মসৃণভাবে মুক্তি পায় এবং ইস্পাত পৃষ্ঠের উপর টেনে না নিয়ে যায়।
- টাইটানিয়াম নাইট্রাইড (TiN) বা ডায়মন্ড-লাইক কার্বন (DLC) এর মতো বিশেষ আবরণ প্রয়োগ করা, যাতে ঘর্ষণ এবং আঠালো পরিধান (গ্যালিং) কমাতে উপাদানগুলি মারা যায়।
উপাদান এবং প্রক্রিয়া নির্বাচন
সঠিক স্টেইনলেস স্টিল গ্রেড এবং প্রক্রিয়া পরামিতিগুলি নির্বাচন করা পৃষ্ঠের সংবেদনশীলতাকে উল্লেখযোগ্যভাবে প্রভাবিত করতে পারে। অ্যানিলেড বা নরম মেজাজ ফুল-হার্ড উপাদানের চেয়ে বেশি ঘামাচির প্রবণ হতে পারে, যদিও সেগুলি গঠন করা সহজ। প্রতিরক্ষামূলক ফিল্ম ব্যবহার করে, হয় অস্থায়ী পিল-অফ পলিমার স্তরগুলি স্ট্যাম্পিংয়ের আগে কয়েল স্টকে প্রয়োগ করা হয় বা অ্যান্টি-স্ক্র্যাচ অ্যাডিটিভ সহ তরল লুব্রিকেন্ট, গঠন এবং পরিচালনার সময় একটি বলিদান বাধা তৈরি করে।
হ্যান্ডলিং প্রোটোকল: মানব এবং কর্মপ্রবাহ ফ্যাক্টর
এমনকি নিখুঁত টুলিং সহ, অনুপযুক্ত হ্যান্ডলিং ক্ষতির একটি প্রধান কারণ। কঠোর হ্যান্ডলিং প্রোটোকল স্থাপন এবং প্রয়োগ করা উচ্চ-সমাপ্ত অংশগুলির জন্য অ-আলোচনাযোগ্য।
- অপারেটর প্রশিক্ষণ: আঙুলের ছাপ এবং সরাসরি ধাতুর সংস্পর্শ এড়াতে কর্মীদের অবশ্যই পরিষ্কার, লিন্ট-মুক্ত তুলা বা নাইট্রিল গ্লাভস পরতে হবে। তাদের প্রান্ত বা অ-গুরুত্বপূর্ণ পৃষ্ঠ দ্বারা অংশগুলি পরিচালনা করার জন্য তাদের প্রশিক্ষণ দেওয়া উচিত।
- ওয়ার্কস্টেশন ডিজাইন: সমস্ত ওয়ার্কস্টেশন, পরিদর্শন এলাকা এবং প্যাকেজিং স্টেশনে প্যাডেড, নন-অ্যাব্রেসিভ সারফেস (যেমন, পিভিসি, অনুভূত, বা সিলিকন ম্যাট) ব্যবহার করুন।
- পার্ট সেপারেশন এবং স্টোরেজ: স্ট্যাম্প করা অংশগুলিকে কখনই বাল্কভাবে একসাথে গড়াগড়ি বা ঘষতে দেবেন না। ট্রেতে বিভাজক, বিভাজক বা পৃথক স্লট ব্যবহার করুন। ইন-প্রসেস স্টোরেজের জন্য, প্রতিরক্ষামূলক ইন্টারলিভিং পেপার বা ফোমের সাথে অংশগুলি স্ট্যাক করুন।

সেকেন্ডারি অপারেশনের জন্য নিয়ন্ত্রিত পরিবেশ
ঢালাই, গ্রাইন্ডিং, পলিশিং এবং পরিষ্কার করার মতো প্রক্রিয়াগুলি উচ্চ ঝুঁকির পরিচয় দেয়। পরিচ্ছন্ন সমাবেশ এলাকা থেকে শারীরিকভাবে বা অস্থায়ীভাবে এই অপারেশনগুলিকে আলাদা করুন। কার্বন ইস্পাত বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম ধ্বংসাবশেষের সাথে ক্রস-দূষণ রোধ করতে উত্সর্গীকৃত সরঞ্জাম এবং ফিক্সচার ব্যবহার করা উচিত। উদাহরণস্বরূপ, স্টেইনলেস-স্টীল-শুধু তারের চাকা এবং ব্রাশ ব্যবহার করুন। স্বয়ংক্রিয় ক্লিনিং সিস্টেমগুলি (আল্ট্রাসনিক, প্যাসিভেশন) ম্যানুয়াল স্ক্রাবিংয়ের চেয়ে পছন্দ করা হয়, যা অসঙ্গত স্ক্র্যাচিং হতে পারে।
প্যাকেজিং: প্রতিরক্ষার চূড়ান্ত স্তর
শিপিংয়ের মাধ্যমে পৃষ্ঠের অখণ্ডতা রক্ষা করার জন্য প্যাকেজিং শেষ, গুরুত্বপূর্ণ পদক্ষেপ। প্যাকেজিং অংশ সম্পূর্ণরূপে immobilize আবশ্যক. সাধারণ কার্যকর পদ্ধতিগুলির মধ্যে রয়েছে:
| প্যাকেজিং পদ্ধতি | জন্য সেরা | মূল উপাদান |
| ভিসিআই (উদ্বায়ী জারা প্রতিরোধক) প্যাকেজিং | ক্ষয় এবং হালকা ঘর্ষণ প্রতিরোধ | VCI কাগজ, ফেনা, বা ফিল্ম |
| কাস্টম ফোম গহ্বর | জটিল জ্যামিতি সহ উচ্চ-মূল্যের বা সূক্ষ্ম অংশ | পলিথিন বা পলিইউরেথেন ফোম |
| কম্পার্টমেন্টালাইজড প্লাস্টিকের ট্রে | উচ্চ-ভলিউম ছোট থেকে মাঝারি অংশ | স্ট্যাটিক-ডিসিপেটিভ বা পরিবাহী প্লাস্টিক |
| এজ প্রটেক্টরের সাথে সঙ্কুচিত / প্রসারিত মোড়ানো | বড়, সমতল অংশ বা একত্রিত ইউনিট | ফেনা কোণার গার্ড সঙ্গে পলিথিন ফিল্ম |
পরিদর্শন, বাছাই, এবং সংশোধনমূলক ব্যবস্থা
পৃষ্ঠের ত্রুটিগুলি ধরা এবং সমাধানের জন্য একটি শক্তিশালী মান নিয়ন্ত্রণ প্রক্রিয়া অপরিহার্য। মূল ধাপে নিয়ন্ত্রিত আলোর (প্রায়শই LED সাদা আলো) অধীনে পরিদর্শন হওয়া উচিত: স্ট্যাম্পিংয়ের পরে, সেকেন্ডারি অপারেশনের পরে এবং চূড়ান্ত প্যাকেজিংয়ের আগে। পৃষ্ঠের স্ক্র্যাচগুলির জন্য স্পষ্ট, নমুনা-ভিত্তিক গ্রহণযোগ্য গুণমান সীমা (AQL) স্থাপন করুন, অনুমোদিত দৈর্ঘ্য, গভীরতা এবং অবস্থান নির্ধারণ করুন। যেকোন নন-কনফর্মিং পার্টস কোয়ারেন্টাইন করা উচিত। ছোটখাটো ত্রুটির জন্য, ক্রমবর্ধমান সূক্ষ্ম ঘষিয়া তুলিয়া ফেলিতে সক্ষম একটি নিয়ন্ত্রিত, অনুমোদিত পলিশিং পদ্ধতি (উদাহরণস্বরূপ, স্কচ-ব্রাইট বেল্ট থেকে সূক্ষ্ম-শস্য বাফিং যৌগ পর্যন্ত) ব্যবহার করা যেতে পারে, তবে এটিকে অবশ্যই সতর্কতার সাথে পরিচালনা করতে হবে যাতে জটিল মাত্রার পরিবর্তন না হয়।
সারফেস সচেতনতার সংস্কৃতি গড়ে তোলা
শেষ পর্যন্ত, স্ক্র্যাচ প্রতিরোধ স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ এটি একটি একক-পদক্ষেপ সংশোধন নয় বরং একটি ব্যাপক ব্যবস্থা। এটির জন্য প্রাথমিক নকশা এবং টুলিং ইঞ্জিনিয়ারিং থেকে শিপিং ডক পর্যন্ত বিবেচ্য বিষয়গুলিকে একীভূত করা প্রয়োজন৷ সবচেয়ে সফল নির্মাতারা এমন একটি সংস্কৃতি গড়ে তোলেন যেখানে প্রতিটি দলের সদস্য, প্রেস অপারেটর থেকে প্যাকেজিং বিশেষজ্ঞ পর্যন্ত, পৃষ্ঠের অখণ্ডতা রক্ষায় তাদের ভূমিকা বোঝেন। এটি ক্রমাগত প্রশিক্ষণ, পরিচালনার জন্য স্পষ্ট স্ট্যান্ডার্ড অপারেটিং পদ্ধতি (এসওপি) এবং সঠিক প্রতিরক্ষামূলক উপকরণ এবং সরঞ্জামগুলিতে বিনিয়োগের মাধ্যমে অর্জন করা হয়, সেগুলিকে খরচ হিসাবে নয় বরং পণ্যের গুণমান এবং গ্রাহক সন্তুষ্টির জন্য অপরিহার্য সুরক্ষা হিসাবে দেখা হয়৷











